Challenges in specifying Rubber and Elastomeric Materials

Challenges in specifying Rubber and Elastomeric Materials
The short version of this article is: Designing and specifying elastomeric materials is tough and best done by specifying the output required. It is very useful for Design Engineers work with someone who understands the material niche and what you are trying to achieve – experience consistently shows that it saves time and resource. We are happy to help, please feel free to ask us for advice.
Introduction
We find that customers rarely have a full specification for a product material, if ever; it is part and parcel of our industry and it’s niche – we see it in almost all cases, and it is not surprising. Elastomers, as a group including Rubbers, are not a well-understood material. They can be tricky to understand if the customer’s Engineer is used to working with more conventional materials like steel.
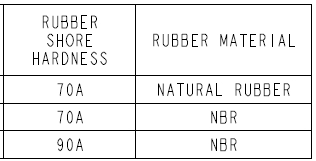
Typical example of a rubber specification received
Due to their relatively infrequent use and the increased level of knowledge required with them, at best, Degrees brush the surface of the subject and teach students what they do not know, rather than spend valuable time on teaching an unlikely to be required niche.
Designers may have access to high level information, like our series of articles on rubber selection and tolerances (click here), and use them. However, this library is far from enough to support getting the material right first time.
The Issue
One of the challenges is that when elastomers are then designed, only the highest level of specification is given. The sourcing process may well then take a cost focus without offering an appreciation of the wider ‘system’ or environment. The obvious option for the supplier is then to cost engineer the product in order to win the project. A product is then sourced which meets the given specification, but does not necessarily work. We saw this twice with competitor’s products last month alone.
This challenge is not specific to Elastomeric parts, but they are an extreme case of this issue due to the general lack of material understanding.
One of the key cost areas in moulding is the mould tool. Once the cost of this has been covered with one supplier, it can make it challenging to move to another supplier – there is a risk that another tool would be required and no one wants to pay for a second tool unless it is a must. The material is then, hopefully, iterated until it meets the evolving specification – the number of iterations could be easily reduced by the supplier taking a more proactive approach upfront.
The same issue exists when customers issue a product for reverse engineering, without giving the wider understanding of how the part is to be used the supplier is left guessing and is not always upfront about the decisions being taken.
Don’t work alone, let us work with you to get it right first time.
This may sound far fetched, but it is common and an issue that is close to my heart. Last Friday I spent an hour speaking to the Group Director of Supply Chain and Procurement for an International Rail company about this issue. We completed a Tender programme for his company but did not win a single product out of circa 50, although I understand we were close . Now, some of his customers are coming directly to us for replacement parts. The issue is exactly as described above; the, supposedly, old fashioned approach of ‘throwing the design over the wall’ was taken and purchasing found the lowest cost way of delivering the product. There were no checks in place to ensure that the wider requirements were understood.
The Solution
In the above examples, I believe there should be an onus on the supplier, in this case the rubber moulder. The should ensure that the specification is sufficient, or at a minimum that risks are identified and communicated. In addition, many rubber moulders have a fairly basic understanding of the material they work with. Moulding on its own is not complicated, the challenges relate to material and production design.
AVMR’s approach of quoting the above tender was to caveat the Tender with the requirement to liaise with the Engineers in question before materials could be specified and then ordered. This is an inconvenience for the customer, but not as inconvenient as dealing with the fallout of a poorly defined requirement. The key is to go deeper, to understand how the product is used, communicate clearly with the customer and to pull together the right team to deliver the right product.

Rubber and elastomeric compounds can have lengthy specifications which are often application specific.
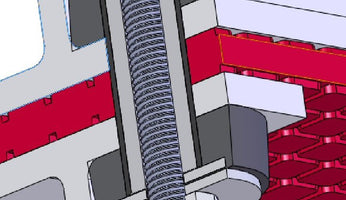
With any new product, until it has been manufactured it can be hard to design final production tooling. Certain material properties impact how well the elastomer flows, which impacts how many can be manufactured at once and therefore the production price. Where possible, AVMR therefore initially uses low cost prototype moulding tools. Once parameters are understood, we move to production tooling.
Closing
I regularly speak to customers who are nervous about using the industry as they have been bitten badly in the past but the issues faced were normally easily avoided.
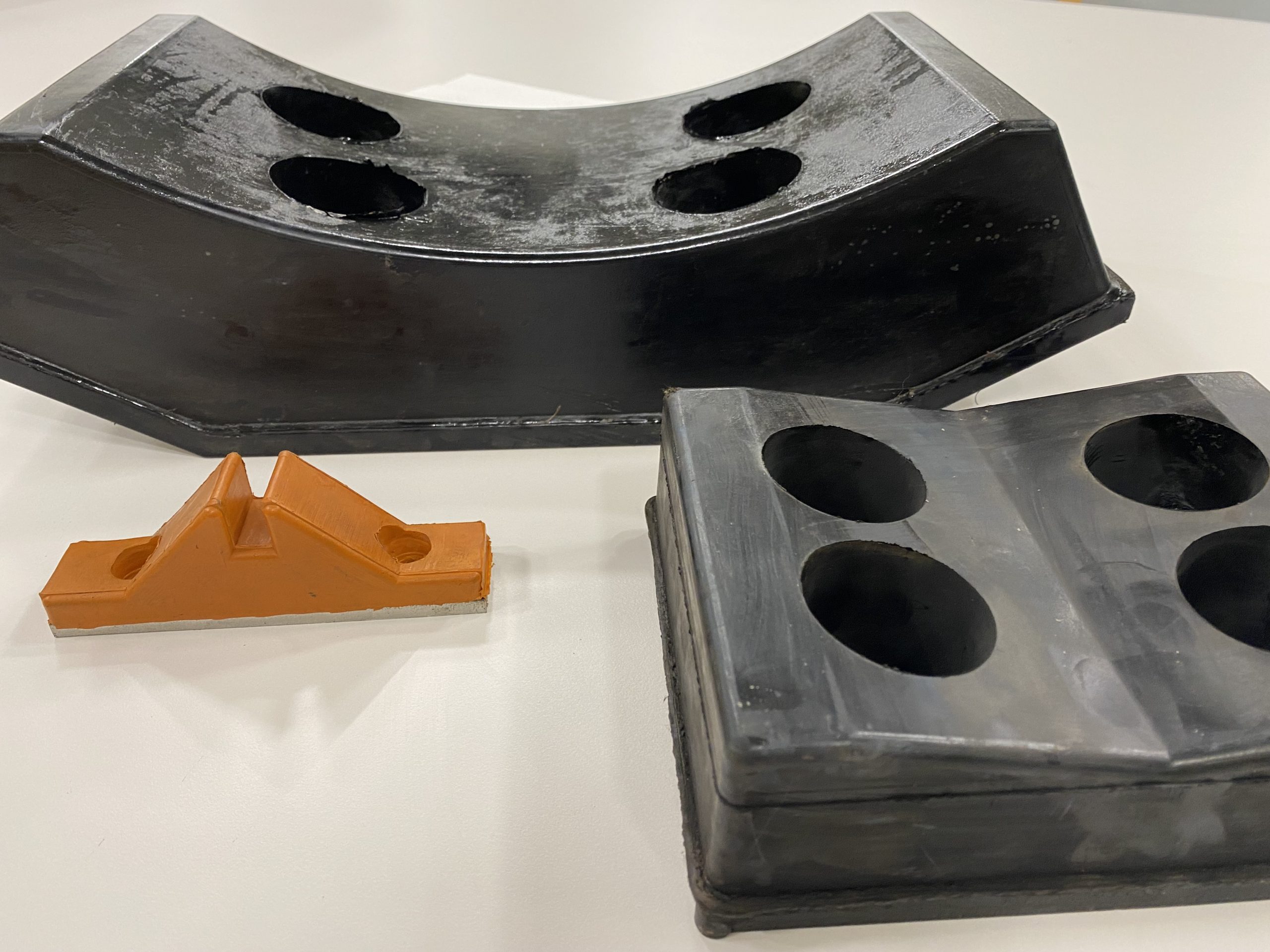
The temptation is to ask fewer questions, not more, just quote a low price; if the product meets the spec given, you get paid. However, in the last three months, we have had Rail and Subsea customers nervous about using our recommendations due to poor prior experiences with other suppliers. Trackpads which did not last, bonds which de-laminated, buffers for bogie’s which had poor compression set, to name a few.
The key specifications on track pads vary notably from vibration absorption, although the high level specifications might match. There is no excuse for a pad to de-laminate.
If experiences are poor we all lose; products cost more to get to market and take longer, and as an industry we risk getting a bad name.
If you are struggling with another Rubber Moulding company, feel free to ask us for advice. We are always happy to help.
Environmental Impacts on Rubber
Featured stories
All Resources
What are Rubber Bobbin Mounts?