How to create a Strong Bond

How to create a strong rubber bond in my product?
Introduction
Rubber is often bonded to metals (typically mild steel, stainless steel, aluminium and brass), however we are seeing more plastics being used as substrates, and even rubber to rubber.
Bond reliability is a common question, especially in heavy duty mechanical applications. Customers might have had bad experiences from other suppliers or be worried about it from a theoretical perspective.
If done properly, the bond is one of the strongest parts to the product. However, there are rules to getting it right.

Bonded automotive bushes with a cast Aluminium outer casing
AVMR moulds around 500,000 rubber products per year, 80% of which are bonded. It is an area we know well but in the past products have not always bonded properly. I am glad to say this is now an incredibly rare failure and, if it does happen, it is on a cutting-edge application which pushes limits of current industry and material expertise.
However, we see and hear about failures from third party products; there are normally obvious causes to these issues. It is a shame to see customers sometimes choose to abandon the product rather than let us take over the production from the third party and fix the problem.
The aim of this article is to help potential customers understand the areas which can go wrong when bonding rubber, which should help solve the issue.
I will focus on rubber-metal bonding as it is the most common type.
How to create a strong rubber-metal bond – the rules:
To create a strong rubber bond, the key rules are:
- Prepare and clean the metal substrate properly.
- Select the right bonding agents and apply them correctly.
- Correct storage and handling of prepared substrates.
- Use rubber which has been designed to bond.
- Bond the rubber as part of the vulcanisation process.
- Follow mould tool design rules for bonded products.
I will take each of these in turn, and go into more detail as to what needs to be done to prevent them from causing a bond failure.
Prepare and clean the substrate.
Preparing the substrate properly depends on if the product is plated, or anodised, and what type of corrosion protection has been added.
The surface of the metal might have to be shot blasted. This applies to materials or surface layers which provide a poor ‘key’ for the bonding agent to ‘hold’ to. Surface energy of the material might also not support bonding, in which case shot blasting is required.
This approach might be applied to plastics too, albeit a less aggressive form.
Due to the volume of products we process, AVMR have invested in a level of automation for this shot blasting process.
Etching is popular, however AVMR have found it unnecessary; alternative options work. Etching can have Health and Safety consequences which we would rather avoid.
The substrate must then be cleaned and degreased. As is the case when applying any adhesive, it is important that the adhesive is in continuous contact with the substrate rather than with dust or grease on the surface.
Select the right bonding agents and apply them correctly
Depending on the rubber being bonded, and what it is being bonded to, there are choices to make on the bonding agent.
Generally, for a long-life product it is better to use a two-layer bonding agent. The base layer connects mechanically to the substrate, then cross-links to the second layer, which is a different bonding agent. The second layer then cross links to the rubber.
In some cases, it is possible to bond using a single layer, but this is specific to small list of rubber and substrate combinations. Costs can be saved across the board by using a single layer bonding system, but AVMR have found this to be a false economy due to the impact on product life.
Different bonding agents have different application methods and suggested thicknesses. If the agent is too thin there is not enough to bond properly, and if it is too thick the bond can weaken.
As an aside, masking the substrate so the bonding agent is only applied where required is important. Depending on the moulding process used, rubber can reach areas of the substrate which must be free of rubber. Removing this is difficult if bonding agent has been applied here too.
Correct storage and handling of prepared substrates
Once the bonding agent has been applied, the surfaces should be protected from dust and grease. This can result in the creation of a barrier to the rubber-bond agent cross-linking, and therefore create weaker bonding.
This risk is easily managed by a combination of actions including keeping the factory reasonably clean, using clean gloves when handling prepared substrates and protecting parts when stored.
With time and heat, the bonding agent will react and ‘activate’. If this happens in the absence of rubber, the bonding agent will cross-link with itself. Once this happens, the bonding agent will no longer be able to react with the rubber, and its ability to bond will decline. It is therefore important to apply bonding agents before they reach a certain age, and to apply them within a certain timeframe from the next process.
Use rubber which has been designed to bond.
Rubber compound is a mix of many different families of materials. Examples of these include:
- The base rubber polymer to give the primary properties. Examples of the base polymer include Natural Rubber (NR), Neoprene (CR), SBR, Nitrile, EPDM and many others.
- Reinforcing fillers: additives which help strengthen the compound
- Non-reinforcing fillers: additives which do not help strengthen the compound
- Processing aids: additives which help the rubber flow within the mould tool
- Anti-tack agents: additives which help prevent the rubber from sticking to itself between compounding and moulding
- Cure agents: The material which triggers the vulcanisation process when required.
- Dispersion aids: this helps all of the different materials within the compound disperse evenly throughout the rubber
- Accelerants: help with production efficiency by controlling the rate of vulcanisation
The above is just a short list of potential additives, although most are found consistently across compounds. Whilst there are fairly common mixes of rubber compound, most compounds have been designed with a specific application in mind.

Rubber being mixed in a mill
When mixing a compound, there are rules on ratios of materials. These rules vary depending on the final material properties required, and how the rubber is processed. If a rubber is to be bonded, these rules are tightened and sometimes changed notably. These rules can be a challenging fine line, which must be carefully navigated.
It is worth adding that rubber should be as fresh as reasonably possible as it will vulcanise slowly in the pre-vulcanised state which will reduce its ability to cross-link.
It is also worth emphasising a previous point made that not all bonding agents work with all combinations of compound mix. For example, change a cure agent and a totally different bonding system might be required.
Bond the rubber as part of the vulcanisation process
A low-cost way to make a product that looks right is to mould the rubber in the absence of the substrate, and then to adhere the two elements together at a later stage.
Whilst this might work for some applications, the connection between the two elements of the product is unlikely to provide the strength and of durability connection that is found in a vulcanised bond.
The bonding system AVMR uses ‘attaches’ the base and top layers of bonding agent with the rubber at a molecular level, which is a very strong connection. For this to work, the rubber compound must be able to cross-link but if the rubber is already vulcanised, it cannot.
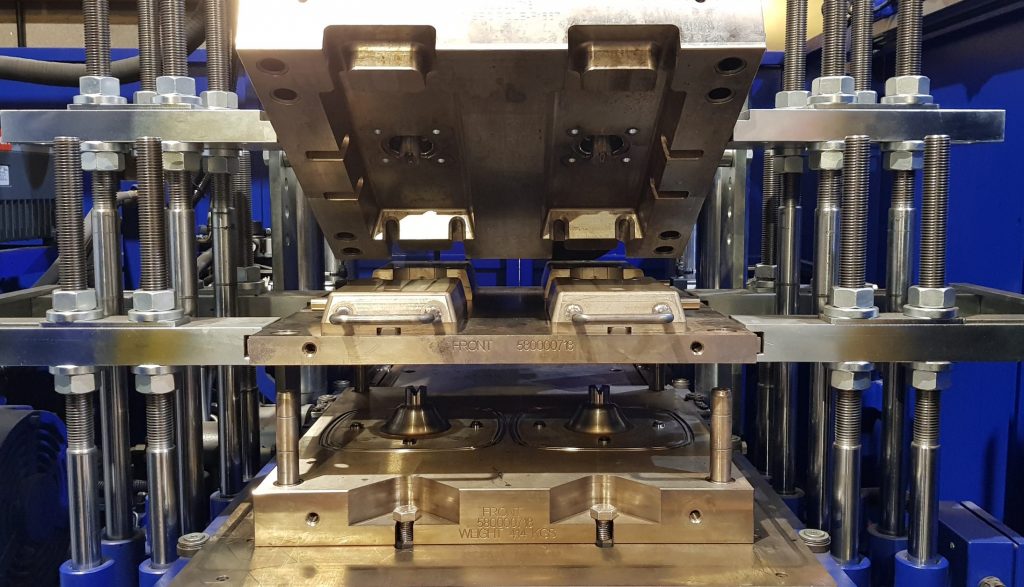
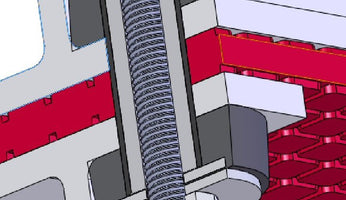
An open mould tool, ready to receive prepared metals and rubber compound
The only feasible way to connect a vulcanised rubber to a substrate is by effectively gluing it. It is possible to use any remaining opportunities to cross-link, but as most have been used, the strength of the connection will be reduced.
Follow mould tool design rules for bonded rubber products.
When bonding rubber to a substrate, there are some important mould tool design constraints to follow.
If rubber flows over a surface that has had bonding agent applied to it, the agent will be activated and try to bond. If the rubber then continues to flow any initial bonds created between the rubber and the substrate will effectively be broken.
It is therefore important to minimise rubber flow around the bonded surface once the bond agent is activated. Balancing this with the need to fill the mould tool can be challenging, but by filling the mould tool appropriately, it can be achieved.

Checking the dimensions of a mould tool at the Injection point
Injection point aperture, pressure control and tool design can all help a tool fill in a less turbulent manner and therefore support strong bonds within the final product.
Conclusion – creating strong rubber bonds.
Creating strong bonds between rubber and plastic, metal, or rubber substrates is normally easily achieved, but experience and thought are required along with testing to ensure a good result.
As discussed throughout this article, in AVMR’s experience, there are rules which must be followed to create a strong bond which lasts. Do we always get it right? Unfortunately not, but these are extreme cases with compounds that are very difficult to bond to.
Bonds made properly are generally stronger than the rubber, but there are a few exceptions.
This is a niche area of expertise, companies who do it regularly probably do a good job at it, but we have seen some examples of very poor implementation. I know companies who have tried to bond, and stopped; it is not as easy as it may initially seem.
AVMR are a reliable source of bonded rubber products
Whilst most of our products are bonded, AVMR also supply prepared plastic substrates to a Global Brand who have also come to us for bonding advice. They recognise our niche expertise and how difficult this can be to reliably get bonding right.
Medical, mining, rail, automotive, aerospace and other industrial customers trust our bonded products – I hope others will too.
Featured stories
All Resources
What are Rubber Bobbin Mounts?